
咨询热线:
13861622876 / 18952481982PRODUCT DISPLAY

|
■ 热熔连接前、后,连接工具加热面上的污物应用洁净棉布擦净。 ■ 热熔连接加热时间和加热温度应符合热熔连接规定。 ■ 热熔连接保压、冷却时间,应符合保压冷却期间不得移动连接或在连接件上施加任何外力。 ■ 热熔承插连接应符合下列规定: (1)用割刀或剪刀将PE管根据安装需要割断。 (2)在管材插入处标记号。 (3)将热熔器加温在230+10℃(国标管)、200+5℃(企标管)之内。 (4)同时熔融PE管材管件然后承插(承插到位后待片刻松手,在加热、承插、冷却过程中严禁扭动)。 (5)保持一定冷却时间松开,操作完毕。 (6)施工完毕,须经试压验收合格后,方可埋土投入使用。 ■ 热熔对接连接应符合下列规定: (1)将需要安装连接的两根PE管材同时放在热熔器夹具上(夹具可根据所要安装的管径大小换夹瓦),每根管材另一段用管支架托起至同一水平面。 (2)用电动铣刀分别将管材端面切平整,确保两管材接触面能充分吻合。 (3)将电加热板升温至230+10℃(国标管)、200+5℃(企标管),放置两管材端面中间,操作电动液压装置使用两端面同时与电热板接触加热。 (4)抽掉加热板,再次操作液压装置,使已熔融的两管材充分对接并锁定液压装置(防止反弹)。 (5)保持一定冷却时间松开,操作完毕。 (6)施工完毕,须经试压验收合格后,方可埋土投入使用。 |
 |
|
公称壁厚 (mm) |
对接工艺 | ||||
| 第一步:预热 | 第二步:熔融 | 第三步:切换 | 第四步:对接 | 第五步:冷却 | |
|
预热压力:0.15MPa 预热温度:230±10℃国标管 200±5℃企标管 预热卷边高度h(mm) |
熔融压力:0.15MPa 熔融温度:230±10℃国标管 200±5℃企标管 加热时间(秒) |
允许Max切换时间(秒) |
允许焊接压力 0.15MPa 增压时间(秒) |
允许焊接压力 0.15MPa 增压时间(秒) |
|
| <4.5 | 0.5 | 45 | 5 | 5 | 6 |
| 4.5~7 | 1.0 | 45~70 | 5~6 | 5~6 | 6~10 |
| 7~12 | 1.5 | 70~120 | 6~8 | 6~8 | 10~16 |
| 12~19 | 2.0 | 120~190 | 8~10 | 8~11 | 16~24 |
| 19~26 | 2.5 | 190~260 | 10~12 | 11~14 | 24~32 |
| 26~37 | 3.5 | 370~500 | 16~20 | 19~25 | 45~60 |
| 37~50 | 3.5 | 370~500 | 16~20 | 19~25 | 45~60 |
| 50~70 | 4.0 | 500~700 | 20~25 | 25~35 | 60~80 |

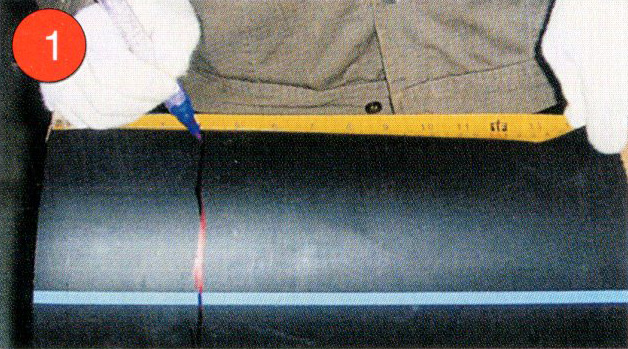
1. 准备好所需工具。
|

2. 把待连接管材置于焊机夹具上并夹紧,清洁管材待连接端并铣削连接面,校直两对接件,使其错位量不大于壁厚的10%。
|

3. 放入加热板。
|
||
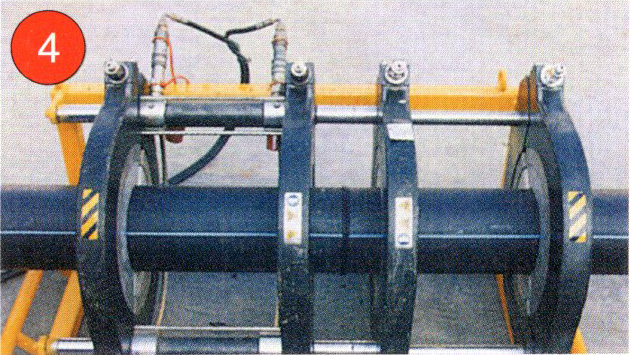
4. 加热完毕,取出加热板,迅速接合两加热面,升压至熔接压力并保压冷却。
|

5. 热熔完成。
|
1. 清洁管材待连接面上的污物,标出插入深度。
|
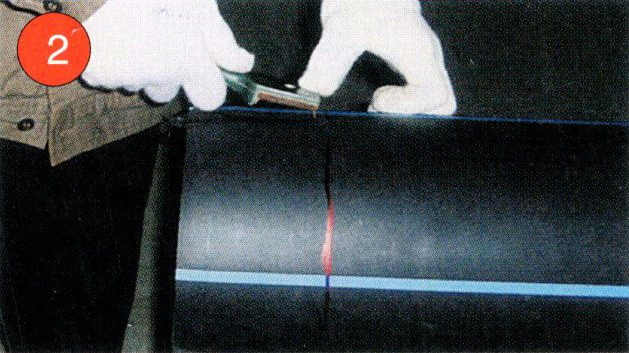
2. 刮除其表皮。
|

3. 将电熔管件套在管材上,把管校直保证在同一轴线上。
|
||

4. 通电熔接,待观察孔内应有少许熔体顶出。
|
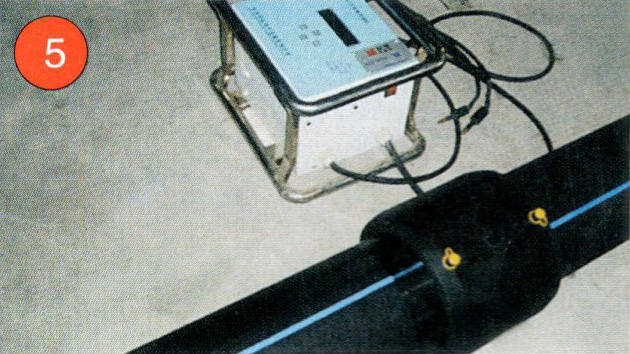
5. 冷却,电熔完成。
|
注意事项:连接时,通电加热时的电压和加热时间选择应符合电熔连接机具生产厂家的规定。电熔连接冷却期间,不得移动连接件或在连接件上施加任何压力。 |
 |
注意事项:该产品安装采用电熔、热熔和对接安装,运输时避免与尖锐硬物混装,贮存在避免强烈阳光照射应远离热源的仓库里,管材应避免油污及化学品污染,地面平整,应水平整齐堆放,堆放高度不超过1.5米。 |
Related Products
联系方式

扫一扫
关注手机站
